Three common reasons baghouses get specified over ESPs: high-resistivity dust, strict PM2.5 limits, and dry sorbent injection for acid gas control. The filter cake on the bags acts as a secondary reactor, providing increased contact between the flue gas and the dry sorbent.
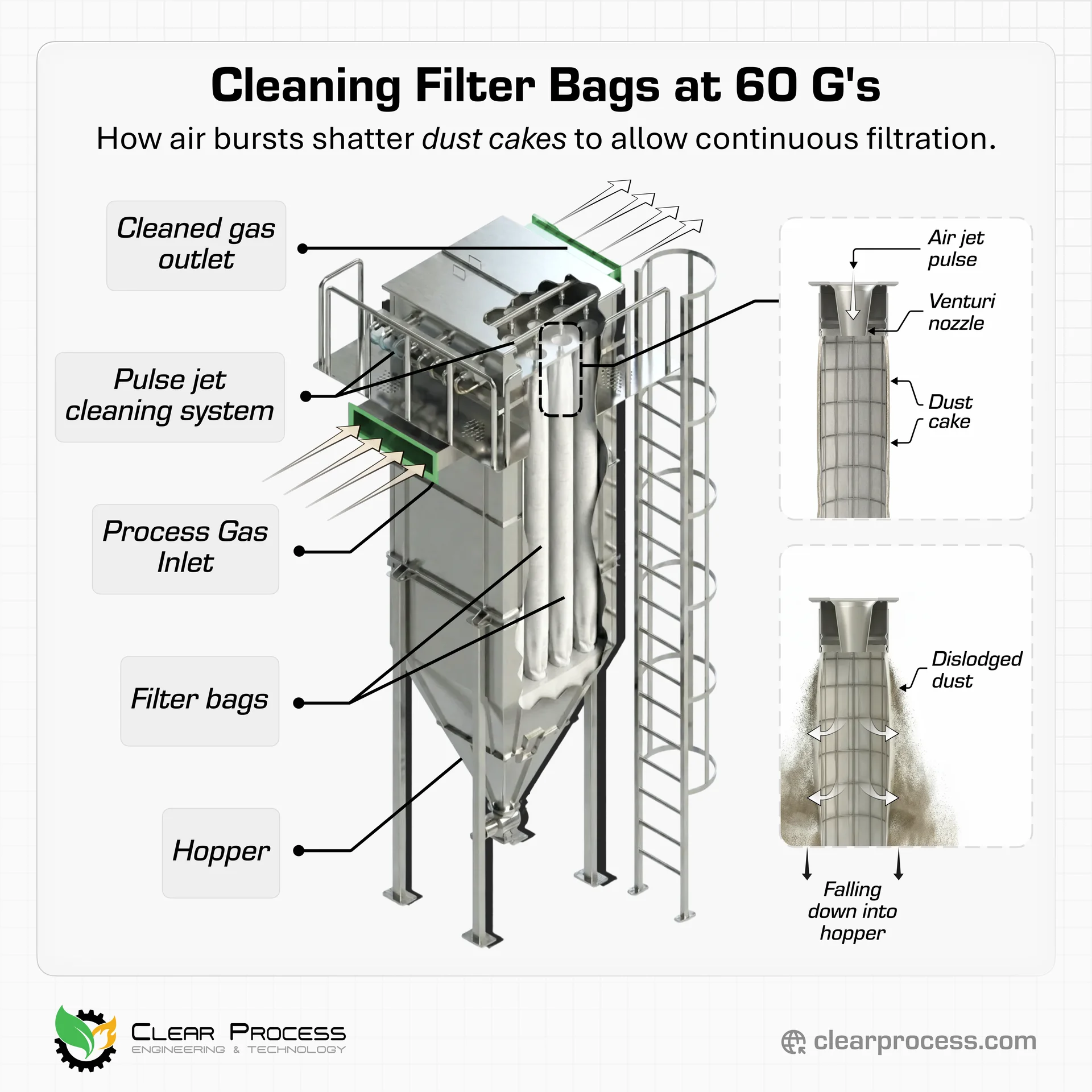
How the cleaning cycle works
Filtration: Dirty gas flows on the outside and then through the filter bags (usually supported by wire cages). Dust builds up on the exterior, forming a "dust cake" that provides secondary filtration.
Pulse injection: When differential pressure hits a setpoint, a solenoid valve fires a short burst of compressed air (100-200 ms) through a venturi nozzle.
Shockwave: This burst creates a shockwave that travels down the bag, violently flexing the fabric (30-60 g's of acceleration) to shatter the dust cake.
Discharge: The dislodged dust falls into the hopper below.
Some baghouses isolate various cells to allow for pulsing/cleaning while the upstream equipment stays in operation; this reduces the compressed air consumption, increases the life of the bags, and increases removal efficiency while eliminating the potential for the final particulate to pass through the filters during the pulsing process.
Selection trade-off: Pulse-jet systems require 80-100 psig compressed air and have a significantly higher pressure drop than ESPs, adding operating cost. For very large gas volumes (500,000+ ACFM), some facilities still choose reverse-air designs where the lower operating cost justifies the larger footprint.
Common failure modes
Bag blinding - Particles penetrate the fabric matrix or moisture causes the cake to turn into mud. The pressure drop spikes, and pulses can no longer clean the bags.
Acid condensation - If gas temperature drops below the acid dew point, acids (H₂SO₄, HCl) attack the fibers and the filter cages (if not properly specified stainless steel). Nomex and fiberglass are particularly vulnerable to chemical attack.
Spark damage - In combustible dust applications, a single spark can burn holes in bags or trigger an explosion. Spark detection and grounding are critical.
Hopper plugging - Bridging or inadequate evacuation angles (below 55°) cause dust to build up, re-entraining into the clean air stream and damaging bags.