Coal, biomass, cement kilns, steel mills. Anywhere solid and some liquid fuels are being combusted, you're generating particulate matter (PM).
At many sites, the electrostatic precipitator (ESP) is a critical system to maintain air permit compliance, and good relations with the community.
An ESP removes particulate from flue gas using high-voltage electric fields. No filters to replace, pressure drop 5-10× lower than a baghouse, and collection efficiencies above 99% when properly sized and maintained.
How it works
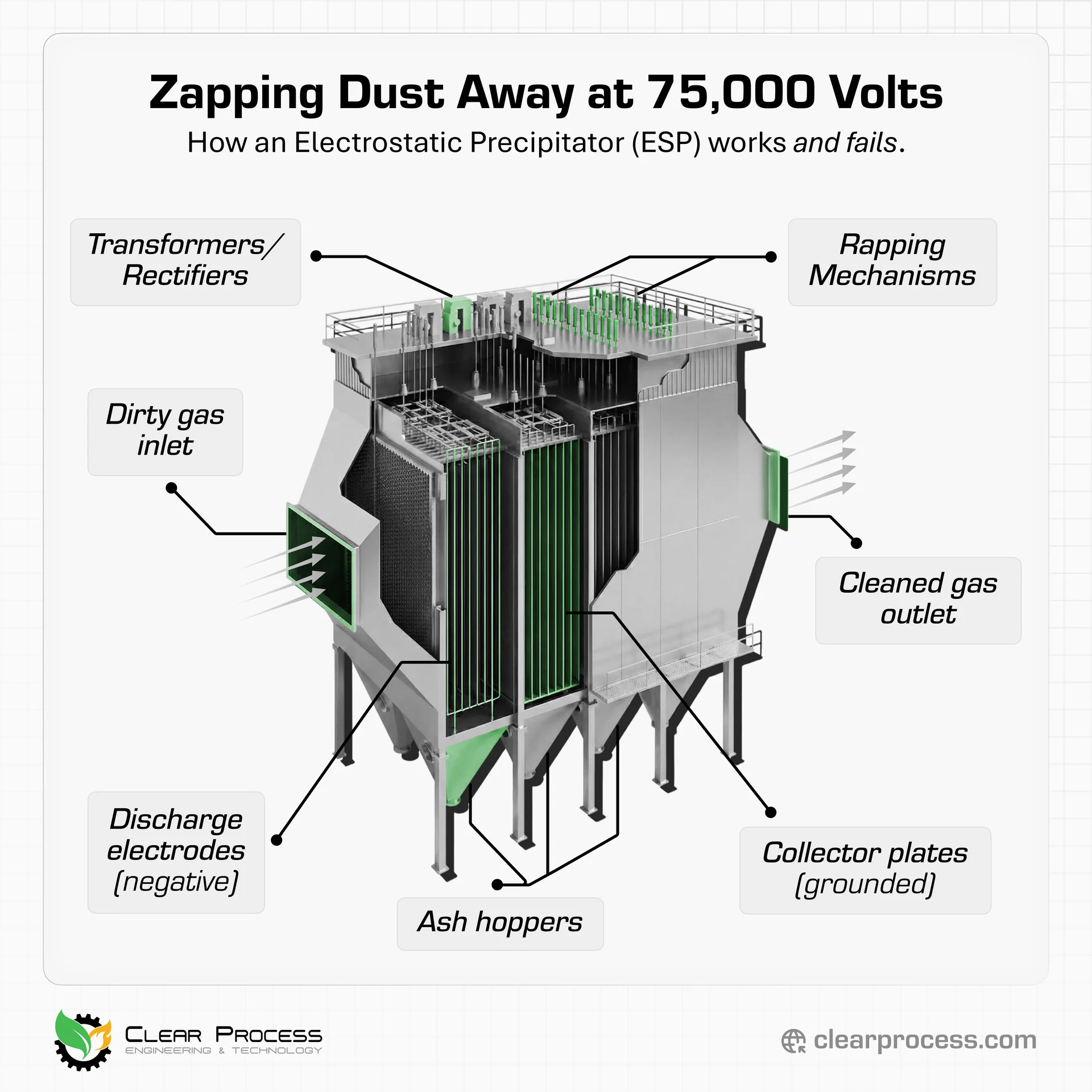
- Gas distribution: Dirty flue gas enters through the inlet nozzle and slows from duct velocity of 12-24 m/s [49-79 ft/s] to about 1.5-1.8 m/s [4.9-5.9 ft/s]. Slow enough for electrical attraction forces to overcome gas carrying velocity and turbulence.
- Particle charging: Transformer/Rectifiers (T/Rs) create a secondary voltage of between 30kV and 130kV DC, creating a corona discharge that generates negative ions. These ions attach to passing particles, imparting a negative charge.
- Collection: Charged particles migrate toward grounded collector plates, where they accumulate.
- Rapping: Mechanical rappers periodically strike the collector plates and discharge electrodes, dislodging accumulated dust that falls into the hoppers below.
- Removal: Hoppers collect the ash and feed it to the plant's ash handling system. Cleaned gas exits through the outlet nozzle.
Common failure modes
1. Rapper malfunction - Failed or mistimed rappers allow dust buildup that reduces plate spacing, increases sparking, and can cause electrical shorts and spikes in discharge opacity.
2. Back corona - High-resistivity ash creates a voltage drop across the dust layer, generating positive ions that travel backward and neutralize incoming negative ions, severely degrading collection. Calcium is a common element that increases the electrical resistivity of flue gas and ash thus lowering potential collection efficiency.
3. Electrode problems - Wire breakage, misalignment, broken insulators, or corrosion reduce electric field strength and create spark-over points. A single broken wire can short out an entire bus section. A failed electrode insulator can cause a high-voltage short circuit, leading to explosions in T/R enclosures and components.
4. Hopper plugging - Ash bridging pushes material upward against electrodes, distorting plates and causing cascading failures. The most common causes are condensation from insufficient hopper heating or poor insulation. Air ingress in the ash hoppers or fly ash conveying equipment can cause pulses of air that re-entrain fly ash into the flue gas, causing spikes in opacity. Never use hoppers for ash storage.
5. Fire risk - Poorly designed or operated safety interlocks can lead to collection of high-carbon particles. In the absence of safety interlocks for temperature and oxygen content, conditions exist for ignition of the carbon on the collector plates.
6. Corrosion - Startup conditions and cooler air from purge air blowers condense water vapor in the flue gas, causing the roof and walls to rot and start leaking air or flue gas. This can be much more prevalent in ESPs operating under negative pressure (induced draft) conditions.
7. Flow distribution device issues - Plugging, buildup, and warping of flow distribution and straightening devices on the inlet and outlet can cause maldistribution of flue gas, which causes stratification of flue gas and particulate with variable velocities across the collector plates.
Beyond particulate control
An ESP's primary function is reducing particulate concentration for air permit compliance. However, ESPs also have critical system objectives that depend on the application and configuration. For systems with downstream equipment, ESPs protect ID fans from erosion (especially backward curved or airfoil designs), and they prevent poisoning of NOx catalysts by removing potassium and phosphorus carried in fly ash.
Inspection recommendations
Regular internal inspections during outages (corrosion checking, collector plate conditions, checking electrode alignment, cleaning insulators, verifying rapper operation, etc.) should be part of every maintenance program.